Choosing the right chemical hose is essential for industries that handle a wide range of chemicals and hazardous substances. Whether it’s in manufacturing, chemical processing, pharmaceuticals, or other sectors, the safe and efficient transfer of chemicals relies on selecting a hose that can withstand the specific demands of the application. However, with several options available and factors to consider finding the best chemical hose can be a daunting task. In this article, we will explore the key considerations that will guide you in finding the best chemical hose for your application.
Utilize STAMPED
To determine what kind of chemical hose is right for you, the best place to begin is utilizing the STAMPED method. The STAMPED acronym is an industry-wide standard for Size, Temperature, Application, Material, Pressure, Ends and Delivery. Check out our article STAMPED – Choosing the Right Hose for Your Application for more information on the STAMPED process. Besides STAMPED it’s important to know what the day-to-day usage (in general) of the hose will be and understand environmental factors. For example, If the hose is physically carried to different areas of a facility daily, will that be tolerable, or is having a lightweight chemical hose a priority? Will the hose be dragged or there is a possibility of it being run over by a forklift or some other machinery? A crush-proof chemical hose with an abrasion-resistant cover may be a priority then.
Chemical Resistance

After utilizing STAMPED, understanding what kind of chemical the hose will encounter and making sure that chemical is compatible with hose materials is paramount. Consult chemical compatibility guides from manufacturers to determine if the hose material is suitable for the chemicals being conveyed. Once choosing a compatible material, it is important to double check important details. Factors such as chemical concentrations and temperatures can break down even a compatible hose. Utilizing STAMPED and carefully reading the published hose characteristics from the hose manufacturer will put you on the right path to choosing the right hose.
Hose Construction
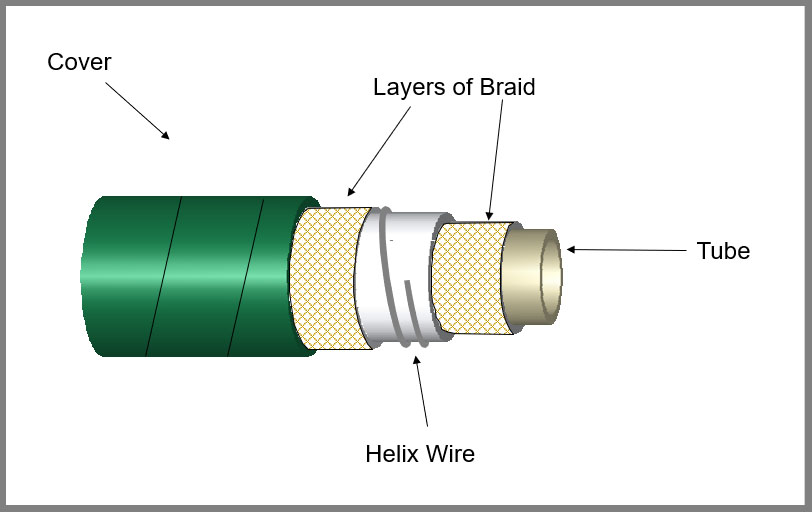
Similarly constructed to other industrial hoses, chemical hoses have multiple layers, including an inner tube, reinforcement layers, and an outer cover. The inner tube makes the most contact with the chemical being transferred, so it’s of critical importance that the tube needs to be resistant to that chemical. Common hose inner tube materials for chemical transfer include UHMWPE, PTFE, FEP and Viton. It’s important to understand that when hose tube material is compatible with the chemical being transferred that material will have positive and negative traits. UHMWPE for example is a good, strong material for chemical transfer, that doesn’t impede the chemical being transferred with much friction. On the other side of the coin, however, UHMWPE is not the most flexible material and that might be an issue for operators who need hose flexibility for their application. The hardness of the UHMWPE material also can sometimes crack polypropylene fittings when being crimped on a hose. Reinforcement layers of the hose, such as textile braids, a wire helix, or synthetic yarn provide the hose with strength, stability, and flexibility. Wire or spiral enforcement improves pressure control and flexibility, which are attributes that are crucial when connected to a working system. The outer cover protects the hose from external factors such as abrasion, weather and UV exposure. It’s important to assess the environment and the day-to-day responsibilities that the hose will accomplish. A special chemical-resistant cover might be necessary for an aggressive chemical application in case of leakage or to be safe in an environment with several opportunities to be exposed to other chemicals.
Hose Attachment Methods and Fittings

Due to the often-serious nature of chemical media going through a hose at a high velocity, reliable, leak-free fittings are a necessity that can’t be compromised on. Banding hose is a great temporary, economical hose attachment option for applications like wastewater transfer where some leakage is likely not much of an issue. To alleviate safety concerns, chemical hoses need to have fittings crimped on to drastically lower the chance of leakage. A crimped hose also significantly reduces the chances of bacteria entering the hose and potentially contaminating the chemical product. Swaging is another method of hose attachment that forms a permanent leak-free fitting attachment. Chemical hoses have several common end-fitting options, including tri-clamp fittings, camlock fittings, threaded fittings, and flanged fittings. To resist often demanding chemicals these common fittings usually need a strong material like stainless steel or be made of highly chemical-resistant plastic materials like polypropylene or PVDF. For heavy-duty, high-pressure applications flanged fittings are a reliable choice for providing leak-free construction and being stable enough to handle the pressure.
Flexibility and Bend Radius
In industrial environments, chemical hoses are subjected to space constraints and the hose will need to be able to handle tight bends without kinking or collapsing. Since chemical hoses in many cases can’t risk being overbent, kinking or collapsing, conditions that can lead to hose damage or failure, it’s important to know what the hose’s bend radius is. A hose’s bend radius refers to the minimum radius that a hose can safely bend without kinking or causing damage to the hose structure. It is the measurement of the tightest curve or bend that the hose can tolerate while maintaining its functionality and integrity. The flexibility and bend radius of the hose impact its ease of use and installation. It’s important to make sure that hoses have the proper flexibility and bend radius for safe operation.
Conclusion
Selecting the best chemical hose for your application is a critical step in ensuring the safe and efficient handling of various chemicals and hazardous substances. By carefully considering factors such as chemical compatibility, temperature and pressure ratings, safety features, and hose construction, you can make an informed decision that meets your specific needs. The proper selection and use of chemical hoses is essential to mitigate risks, protect personnel, and ensure the integrity of your processes. By prioritizing safety and performance, you can confidently choose a chemical hose that meets your requirements, promotes efficiency, and upholds the highest standards of safety in your industry.
Anderson Process is a top-tier distributor for several chemical hose and fitting manufacturers, including Continental, Novaflex, Tudertechnica, Pureflex and Dixon Valve.