Leading Custom Shell & Tube Heat Exchangers For Efficient Waste Heat Recovery.
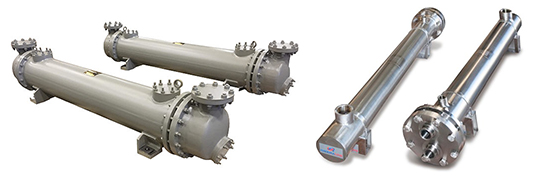
Custom shell and tube heat exchangers come in a variety of configurations to expedite cleaning, handle volatile or toxic fluids and withstand thermal expansion to meet a multitude of application needs. With sanitary and industrial offerings, Anderson Process is able to have units built up to 60″ diameter in a variety of metallurgies and surface finishes. Custom shell and tube heat exchangers are designed to meet many code requirements including ASME, TEMA, ABS, China ML, FDA and 3-A.
With the ability to reduce operating costs in industrial and manufacturing operations, efficient waste heat recovery technology is one of the most effective investments today’s liquid-handling operations can make. Because Anderson Process aligns itself with OEMs that continuously innovate to deliver state-of-the-art equipment solutions, we offer custom shell and tube heat exchangers from some of the most respected manufacturers in the industry, such as Standard Xchange and Thermaline.
Custom shell and tube heat exchangers are optimized to promote maximum thermal efficiency. Every custom shell and tube heat exchanger is supported by first-rate technical expertise ensuring that every product run at optimal efficiency and perform at the highest level. Additionally, when you buy a custom shell and tube heat exchanger you have the assurance of technical guidance throughout the process of evaluating, selecting and installing the appropriate heat exchanger. Strategic custom shell and tube heat exchanger selection and specification is essential to maximizing efficiency, and ultimately, the bottom line.